
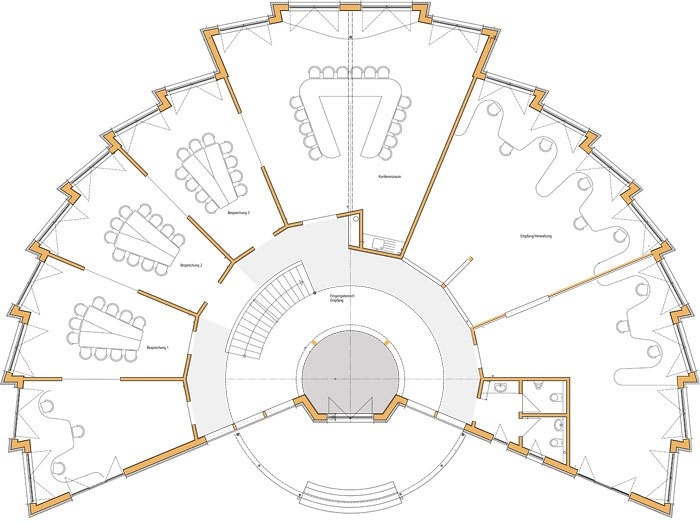
Layout of the new MHM headquarter building © MHM
Alternative for cheap side boards

The new headquarter building with sawblade-shaped layout demonstrates how esthetic a building consisting of MHM and PHE can be © MHM
In 2004, Mayr+Sonntag, Legau/DE, became to be the first customers in Germany. Italy followed in 2006. In 2009, France and Austria appeared on the MHM map. Today there are lines in seven countries. All operate on the same principle: The MHM line uses dry side boards. There simply are no less expensive elements with a solid wood cross-sections on the market. What is more, the strength of the wood is the highest at the periphery of the stem. Even though there are many knots: When connected to a multi-layered wall in cross layers, knots are no issue. The element is a wood based material, is dimensionally stable and predictable.
Three steps to the finished element

The profiled bottom view of the PHE elements results in a chic ceiling © MHM
Planing: Sorting to width is not necessary. The boards are groove-planed on one side and thus levelled. The other side is rough sawn. The grooves also increase the U-value of the finished wall element.
Forming panels: "Wandmaster" (wall master) is the name of the unit which nails the cut-to-length slats to form solid walls. One person feeds in the boards by hand. A roller conveyor forwards them into the machining zone. There the wall master portal seizes the slats and places them correctly. Now the automated nailing machine comes from above and presses the slats against eachother – ideally without leaving joints between them – shooting aluminum groove pins into the boards. When one layer is complete, the operator simply feeds in the next layer which is placed at right angles to the previous. The components have thicknesses between 11.5 an 34 cm.
Joining: A key element of the line is the well-tried portal joining unit Hundegger PBA. It cuts to size formats of 2 by 2 m up to 3.25 by 6 m to the millimeter.
These systems are reliable and proven. Hundegger's market share of over 90% in CNC joinery is based on the quality of engineering. But the service of the MHM-GmbH goes far beyond that. "We supply the European Technical Approval ETA right along with the machine and support our partner companies in marketing", explains project manager Rainer König. At request, this may include website design, brochure design and production, advertising and trade shows, event management, presentations and client consulting for the building system. More often than not, companies welcome this kind of support. They invest in a proven product and get valuable support in the critical period of market preparation.
A lot of added value for little money

Wall master (front) generates the MHM-elements fully automated – the portal handling system (in the background) cuts them to the millimeter © MHM
Today's sawmill halls often provide enough room to accommodate an MHM-line. Sales and engineering, on the other hand, are perfectly located at a carpenter's shop. There are already a number of such cooperations. It is important that the companies no longer have to acquire a license themselves: That is all included in the MHM package.
Alternatively, MHM is an ideal model for backward integration in timber construction. Those who work with ecologically smart massive wood elements often rather do without adhesives. In relation to industrial CLT, purchasing glueless elements is costly and there is only a limited range of manufacturers. But there is an abundant supply of side boards and it is available locally. As for the quality of construction, MHM walls easily stand up to comparison. This is demonstrated in more than 4,000 houses that have already been realized. An impressive model building was recently put up at the company's headquarters. The walls of the new building with sawtooth-shaped layout is composed entirely of MHM elements. Yet not enough, in Hawangen one can admire a second Hundegger solid wood construction product: the ceiling.
Stacked plank ceiling elements made of side boards

The locations of the MHM producers are distributed across Europe © Johannes Plackner/Holzkurier
The PHE production line integrates a finger-jointing unit which joins the boards to form a continuous strand. To make the bottom side look nice (see pictures above), a planing unit applies a one-sided profile. Then, a cross-cut saw cuts the strand at lengths of 4 to 12 m. The PHE-line stacks the lamellae automatically, compresses and again connects them with aluminum groove pins. The elements are 7.5 to 25 cm thick and up to 1.2 m wide.
"It had to be cheap, healthy, easy to machine and massive"

Hans Hundgger has masterminded the development of solid wood wall and profiled wood elements © Hundegger
Hans Hundegger: In the early 2000s, many saw timber construction just as hollow walls, post and beam or as log houses. But I asked myself: How can I make a stable solid wood wall that is affordable and requires no chemicals? The search began with the cheapest product that comes from the sawmill: chips. But you cannot do without glue there. So I came across the side boards. From my professional past in the sawmill, I knew that these are hard to sell.
TO: Why are the side boards connected with aluminum pins? This is an unusual connection material in timber construction.
Hundegger: Aluminum has two advantages. It is not ferromagnetic and harmless in terms of building biology. In addition, it can be easily processed with modern CNC joining units. We manufacture our own aluminum nails.
TO: What are the benefits of the MHM technology compared to glued solid wood walls?
Hundegger: In addition to the above we have natural advantages in the U-value. Grooves are planed into each board. These standing air cussions insulate very well. We reach a thermal conductivity ? of 0.094 W/mK, as the MFPA Leipzig has confirmed.
TO: Are you satisfied with the market response?
Hundegger: The start was surprisingly difficult. Actually, I was just trying to sell the machine. But in 2001 we decided to make the first walls ourselves to prove that it works. Meanwhile, we build about 400 houses a year with it, and I expect further growth. Expecially for sawmills this is an easy and cheap way to increase their added value.



